 发布于 05-26 22:03:51
发布于 05-26 22:03:51
(一)二冲程雷竞技最新官网苹果汽缸盖的检修
1 燃烧室积炭的清除
燃烧室积炭太多,会影响雷竞技最新官网苹果的正常运转,必须及时予以清除。清除积炭时切勿使用硬的锐器,最好用竹片、铜片和铝片轻轻刮去,然后用汽油清洗擦净,如图2-69所示。

图2-69 燃烧室积炭的清除
2 汽缸盖端面平面度的检查与修理
汽缸盖端面平面度一旦超出规定的极限值,会造成与汽缸体密封不严的现象,影响雷竞技最新官网苹果的正常运转。
用直尺(或刀口尺)靠在汽缸盖端面上,再用塞尺测量直尺与汽缸盖端面的间隙,如图2-70所示。

图2-70 测量汽缸盖的端面平面度
1—直尺;2—塞尺
若该间隙为极限值,则用细砂纸(约400号)放在平板上,按图2-71所示的方法进行研磨,边磨边检查。磨平后清洗干净,并在金相砂纸上推光。

图2-71 汽缸盖的修理
(二)四冲程雷竞技最新官网苹果汽缸盖的检修
1 汽缸盖的检查与修理
清除燃烧室积炭并清洗干净后,检查汽缸盖端面是否变形,火花塞孔处有无裂痕,其检查及修理方法与上述二冲程雷竞技最新官网苹果的基本相同。
2 气门杆与气门导管的检修
(1)检查气门杆与气门导管的配合间隙。如图2-72所示,测量气门杆外径b、气门导管内径a,则气门杆与气门导管的配合间隙为a-b。其值超过使用极限值时,应更换气门导管。

图2-72 测量气门杆外径和气门导管内径
(2)更换气门导管。
小提示
更换气门导管时,应将汽缸盖加热至100℃以便于气门导管的拆卸和安装,并保持正确的配合。
①使用气门导管拆卸工具拆卸气门导管,如图2-73所示。

图2-73 拆卸气门导管
②使用气门导管安装工具2和气门导管拆卸工具1安装新的气门导管,如图2-74所示。

图2-74 安装气门导管
1—气门导管拆卸工具;2—气门导管安装工具
③在安装气门导管之后,使用气门导管扩孔器给气门导管扩孔,以便获得正确的气门杆至导管间隙,如图2-75所示。

图2-75 气门导管扩孔
小提示
在更换气门导管之后,应重修气门座表面。
(3)气门的检修。
①清理气门工作面的积炭。
②检查气门工作面,如有点蚀或磨损,应进行磨光。检查气门杆端,如呈菌形或直径大于气门杆的其余部分,应予以更换。
③如图2-76所示,用游标卡尺测量气门边缘厚度a,超过规定值范围应更换。

图2-76 测量气门边缘厚度
a—气门边缘厚度
④如图2-77所示,用百分表和V形铁测量气门杆圆跳动量,超过规定值范围应更换。

图2-77 测量气门杆圆跳动量
3 气门座的检修
(1)清理积炭。利用刮片清除气门表面和气门座表面的积炭。
(2)检查气门座。如果有点蚀或磨损,应更换气门座。
(3)测量气门座宽度。按以下步骤测量气门座宽度,不符合规定应进行更换。
①在气门表面涂上蓝色染料。
②将气门安装在汽缸顶盖内。
③压下气门,通过气门导向工具至气门座,应使之排列整齐。
④一旦气门和气门座表面接触,则可得到清晰的印痕。如图2-78所示,测量气门座宽度a。

图2-78 测量气门座宽度
a—气门座宽度
小提示
如果气门座太宽、太窄,或者气门座不位于中央位置,则必须重修气门座的表面。
(4)抛光气门表面、气门座。在重修气门座或者更换气门和气门导管之后,应该抛光气门座和气门表面。
①在气门表面涂上一层粗糙的研磨膏。切勿使研磨膏进入气门杆和导管之间的间隙。
②在气门杆上涂抹二硫化钼油。
③将气门安装在汽缸顶盖内。
④如图2-79所示,转动气门,直至气门表面与气门座均匀地磨光,然后去除所有研膏。若要获得最佳抛光效果,则可在轻轻地抛光气门座的同时,前后转动气门。

图2-79 研磨气门
⑤在气门表面涂上一层精细的研磨膏,并且重复上述步骤。在每次抛光作业之后,必须从气门表面和气门座去除所有研磨膏。
⑥在气门表面涂上蓝色染料。
⑦将气门安装在汽缸顶盖内。
⑧按下气门,穿过气门导管至气门座,使排放整齐。
⑨再次测量气门座宽度。如果气门座宽度不符合规格值,则应重修表面并抛光气门座。
4 气门弹簧的检查
(1)用游标卡尺测量气门弹簧自由长度a(图2-80),若不符合规定值,则更换。

图2-80 测量气门弹簧自由长度
a—气门弹簧自由长度
(2)用压力机测量气门弹簧压缩力b(图2-81),若不符合规格值则更换。

图2-81 测量气门弹簧压缩力
a—气门弹簧安装长度;b—气门弹簧压缩力
(3)如图2-82所示,用直角尺测量气门弹簧的倾斜度a,如果超过规定值应更换。

图2-82 测量气门弹簧的倾斜度
a—气门弹簧的倾斜度
5 凸轮轴的检修
(1)如图2-83所示,目视检查凸轮轴外观是否磨损或损坏,是否有点蚀、刮痕或变色发蓝,若有则更换。

图2-83 目视检查凸轮
(2)检查凸轮的凸起部,若有点蚀、刮痕或变色发蓝,则更换。
(3)测量凸轮的基圆外径a和凸起高度b(图2-84),若不符合规定值则更换。

图2-84 测量凸轮外径和高度
(4)测量凸轮轴圆跳动量,超过规定值应更换。
(5)如图2-85所示,测量轴承外径。如果超过规定值范围,应更换凸轮轴或汽缸盖。

图2-85 测量轴承外径
6 摇臂与摇臂轴的检查
(1)如图2-86所示,检查摇臂上的摇臂轴孔、与凸轮接触的表面、调整螺钉是否有过度磨损或发出“嗡嗡”声,若有应更换。

图2-86 检查摇臂
1—摇臂轴孔;2—与凸轮接触的表面;3—调整螺钉
(2)如图2-87所示,检查摇臂轴的表面是否有点蚀、刮痕或变色发蓝,如有应进行更换。然后检查润滑系统。

图2-87 测量摇臂轴孔内径和摇臂轴外径
7 正时链、链轮、张紧杆的检修
(1)检查正时链,若硬化或有裂缝,则成套更换正时链和链轮,如图2-88所示。
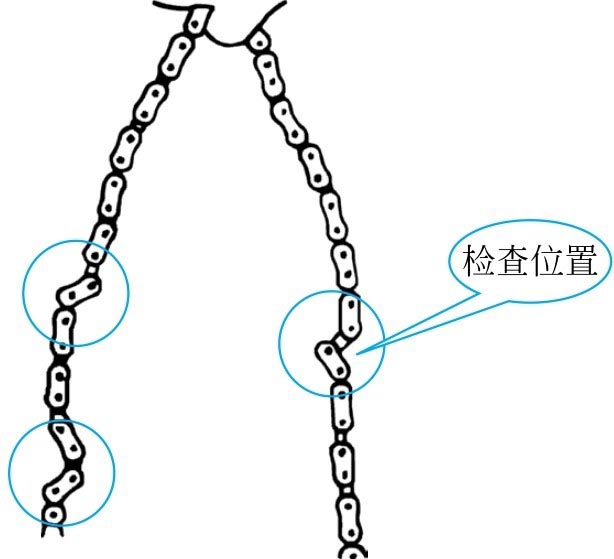
图2-88 检查正时链
(2)如图2-89所示,检查凸轮轴链轮。若磨损或损坏,则成套更换凸轮链轮和正时链。

图2-89 检查凸轮轴链轮
(3)检查正时链导向杆1、张紧杆2,磨损或损坏则更换,如图2-90所示。

图2-90 检查张紧杆和导向杆
1—导向杆;2—张紧杆
(一)汽缸与活塞的检修
(1)如图2-91所示,用竹片、铜片或活塞环清除活塞顶部和环槽部分的积炭。

图2-91 清除活塞积炭
1—顶部;2—环槽部
(2)如图2-92所示,检查活塞裙部表面是否有磨损、刮痕及损坏,否则应予以更换。

图2-92 检查活塞裙部表面
(3)如果活塞裙部表面有擦伤条纹或漆状沉积物,可用600~800号的湿砂纸或油石打磨修复,如图2-93所示。打磨时应按交叉方向进行磨光,不要用力过大。

图2-93 修复活塞
(4)如图2-94所示,检查汽缸壁,如果有磨损或刮痕,应重新镗孔或更换。

图2-94 检查汽缸壁
(5)如图2-95所示,用量缸表在距汽缸顶面规定距离处测量汽缸内径。应在平行及垂直于曲轴两个方向测量,然后求出测量值的平均值。如果不符合规定值,重新镗孔或成套更换汽缸、活塞和活塞环。

图2-95 测量汽缸内径
(6)如图2-96所示,用千分尺测活塞裙部外径a(在垂直于活塞销孔轴线的方向上),b为距活塞底边的规定距离。如果超出规定值,则应成套更换活塞和活塞环。

图2-96 测量活塞外径
(7)活塞与汽缸的间隙为汽缸内径和活塞裙部外径之差。如果该差值不符合规定值,汽缸应重新镗孔或成套地更换汽缸、活塞和活塞环。
(二)活塞环的检修
(1)侧隙的检查。活塞环和活塞环槽装配后,应有一定的侧隙。
①侧隙正常时,活塞环沿环槽应能灵活转动。
②侧隙过小时,活塞环的活动性差,产生积炭后易黏结或楔住,使活塞与汽缸的密封性降低。
③侧隙过大时,活塞环工作时在环槽内上、下窜动,致使环上、下端面和环槽侧壁迅速磨损,严重时还会使环折断。
侧隙的大小可用塞尺测量,如图2-97所示。侧隙过小时可研磨活塞环端面;侧隙过大的活塞环不能使用,应重新选配。

图2-97 测量活塞环侧隙
小提示
在测量侧隙前,应清除活塞环槽和活塞环上的积炭。
(2)开口间隙的检查。活塞环安放在汽缸中应有一定的开口间隙,其大小可用塞尺检查。
①将活塞环平放入汽缸内。
②用活塞头部将活塞环沿汽缸推至活塞环正常工作位置,使环平置于汽缸筒内。
③用塞尺测量开口间隙,如图2-98所示。

图2-98 测量活塞环开口间隙
注意
开口间隙不能过大,也不能过小。
①间隙过大,汽缸密封性变差,易引起汽缸漏气、功率下降、启动困难,应更换或重新选配活塞环。
②间隙过小,易使活塞环在受热膨胀后卡住,引起拉缸或活塞环折断。处理方法可用锉刀锉修开口,使间隙增大。在锉修时,不要一次锉去太多,应边修边放入汽缸内检查,直至间隙合适为止。
③有些活塞的活塞环槽装有定位销,其活塞环除应检查开口间隙外,还应检查开口处与活塞环槽上定位销的配合情况。开口处的尺寸符合标准时,安装好活塞环的活塞应能顺利装入汽缸。
(3)活塞环的漏光检查。活塞环的开口间隙、侧隙都符合标准后,还应进行漏光检查,以检验活塞环与汽缸壁表面的贴合情况。检验的方法如图2-99所示。

图2-99 活塞环的漏光检查
①将白炽灯泡置于被检活塞环下面的汽缸内。
②用直径略小于汽缸直径的薄铁板或硬纸板平放在环面上遮住光线。
③观察环与汽缸壁间的漏光缝隙的范围大小。
对活塞环漏光度的要求如下。
①用塞尺测量的活塞环漏光间隙不得超过0.03mm。
②外圆漏光弧度在圆周上不得超过45°,在同一平环上的总和不得超过60°,在活塞开口处左右30°内不允许漏光。
(三)活塞销的检修
(1)检查活塞销,若变色发蓝或有深划槽则应更换,然后检查润滑系统。
(2)如图2-100所示,测量活塞销外径。如不符合规定值,则应更换活塞销。

图2-100 测量活塞销外径
(3)如图2-101所示,测量活塞销孔内径。如果超出规定值范围,应更换活塞。

图2-101 测量活塞销孔内径
小提示
活塞销与活塞的间隙为活塞销孔内径和活塞销外径之差。如果该差值不符合规定值,则应更换活塞。
(1)如图2-102所示,测量两曲柄之间的距离A、曲轴的圆跳动量C、连杆大头轴向间隙D以及连杆小头的摆动量F。如果上述测量值超出规定范围,分别更换曲轴、曲轴或轴承、连杆大头轴承或曲柄销或连杆、连杆。

图2-102 曲轴的检测
A—两曲柄之间的距离;C—曲轴的圆跳动量;D—连杆大头轴向间隙;F—连杆小头的摆动量
(2)用微温的清洗剂彻底冲洗曲轴箱的接合表面,检查曲轴箱是否有裂缝或损坏情况,如有裂缝或损坏,应予以更换。
(3)如果润滑油孔堵塞,可用压缩空气吹通。
1 连杆的检验、校直
(1)连杆的检验。如果发现连杆有变形,如变弯和扭曲,可将连杆直接放在连杆检验仪或简易检验器上进行检验测定。
如图2-103所示,用连杆检验校正仪检测弯曲度和扭曲度的方法如下。

图2-103 连杆弯曲度和扭曲度的检验
1—连杆检验仪;2—连杆;3—弯曲值;4—三点规
①将连杆盖装在连杆上(不带轴承),并按规定力矩拧紧,同时装上修配好的活塞销。
②将连杆固定在检验仪上。
③将检验仪的三点规的V形面靠合在活塞销顶面上,观察三点规的3个测点与检验平板的接触情况。
④通过测量,可以得出连杆是否弯曲或扭曲。
如果没有连杆检验仪,也可用简易工具,如百分表、V形木块及标准芯轴和样板,对连杆进行弯曲度和扭曲度的简易检测。
(2)连杆的校直。当测定出连杆的弯曲度和扭曲度已超过规定的允许值,则应分别进行校正,方法如下。
①连杆弯曲的校正。对弯曲的连杆,可用压床或校正器上的校弯工具压直如图2-104所示。

图2-104 校正连杆的弯曲
②连杆扭曲的校正。对扭曲的连杆,可夹在台虎钳上用校正器上的校正工具校正,如图2-105所示。没有校扭工具时,用长柄板钳、管钳也可以校正。在常温下校正连杆,会发生弹性变形,卸去负荷后,连杆有恢复原状的趋势。因此在校正弯曲变形较大的连杆时,校正后最好进行稳定处理,将校正后的连杆用喷灯稍许加热。校正变形较小的连杆时,应使校正负荷保持一定时间,即可防止去负荷后变形。

图2-105 校正连杆的扭曲
2 连杆衬套的检修
在检修连杆时,有的故障往往是出在连杆衬套(图2-106)上,因此要特别注意观察连杆小头衬套与活塞销是否有磨损和松动,测量两者间隙是否超过规定间隙(一般为0.07mm),若磨损较严重、明显松动而又超过规定间隙,则应更换新衬套。

图2-106 连杆衬套
更换新衬套的方法是先取下松动的旧衬套(因已松动故易于取下),然后选配可与连杆小头孔配合紧度为0.042~0.095mm的同规格的铜衬套,将其压装在连杆小头孔内即可。
如图2-107所示,用塞尺测量内转子与转子间的径向间隙a和外转子与泵壳之间的侧隙b。如果超出规定值,应更换机油泵。

图2-107 测量机油泵间隙
1—内转子;2—外转子;3—泵壳;a—径向间隙;b—外转子与泵壳之间的侧隙
摩托车常用的空气滤清器有干式纸质滤芯和湿式泡沫塑料滤芯两种。
(一)干式纸质滤芯的清洁
(1)拧出螺钉,卸下空气滤清器盖,取出滤芯。
(2)如图2-108所示,用敲打和振动清除部分灰尘。

图2-108 敲打和振动滤芯
(3)如图2-109所示,用软刷清除滤芯表面和折缝处的灰尘。

图2-109 清除滤芯表面灰尘
(4)如图2-108中的左下图所示,用压缩空气从滤芯内侧向外吹,将滤芯清洁干净。
小提示
纸质滤芯绝不可用油或水清洗滤芯。
(二)湿式泡沫塑料滤芯的清洁
(1)取出空气滤清器的滤芯。
(2)如图2-110所示,将滤芯放在不燃性洗涤剂中清洗。清洗时只能挤压,不能拧绞。

图2-110 清洗滤芯
(3)边清洗边检查滤芯是否有断裂现象,若有,应进行更换。
(4)洗清后的滤芯浸在机油中,然后再挤压出多余的机油。
(5)用清洗抹布擦净空气滤清器壳的内腔,将滤芯装回。